Sabanero company has the ability to produce wind turbine composite blades using Prepreg glass fibers with a practical capacity of 3 composite blades per week, with the use of skilled personnel and excellent engineers. The mentioned material is one of the most advanced composite raw materials, which is currently used only in advanced and industrialized countries in the aerospace, marine and air industries. This company is also able to design and build all composite structures used in various industries by using new knowledge and technology and providing advice in the above fields.
Blade production process
The 660 kW wind turbine pre-composite blade is one of the most important parts of the wind turbine and its task is to produce the necessary power to drive the generator using wind energy. In addition to having very high strength and endurance against aerodynamic and dynamic forces, this blade should be as light as possible in terms of weight and have a very high fatigue life. The blade composite structure consists of two main components, the shell and the spar (carrier pole), which are connected using polyurethane glue in the assembly process.
In addition to having all the above characteristics, this blade also has the following quantitative characteristics:
Total blade length: 22/9 m Maximum chord length : m 0875/2 Minimum chord length : m 2825/0 Maximum blade thickness in position R4500 : m 5731/0 Minimum blade thickness in position R23000 : m 0505/0 The diameter of the blade root at the connection point Hub : m 99/0 Blade weight excluding bearings : kg1150 Maximum twist angle in position R4500 : 171/15 Degree Minimum twist angle in position R23000 : 0 Degree Equipped with lightning protection system (Lightning Protection)
Blade production is divided into two parts: manufacturing and final operations:
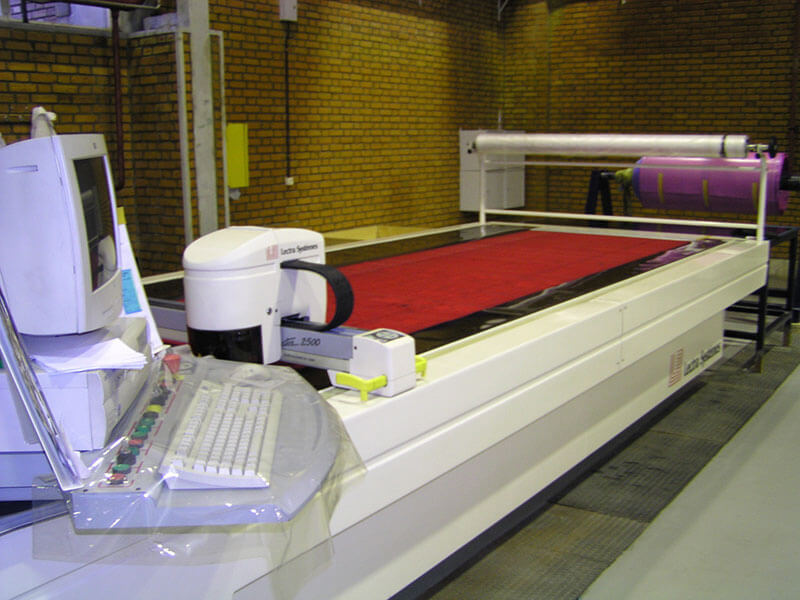
1- cutting operation Prepreg
by using CNC Cutting Machine
2- Construction of main support pole (SPAR).
Using the manual layering process and Vacuum Bag Moulding
3- Construction of a small porter pole (SPAR).
Using the manual layering process and Vacuum Bag Moulding
4-Shell construction and blade assembly
Using Gel-Coat Epoxy coating process, manual layering and Vacuum Bag Molding and assembly using Polyurethane glue
Final operations and installation of bearings and blade balance
After separating from the mold, the assembled blade is subjected to inspection and final polishing to control the levels. This type of turbine is equipped with a pitch control system to adapt to changes in wind speed and optimize the output power. Therefore, after finishing the final operations, the blade is transferred to the bearing installation unit to install the bearing of the above system, as well as measure the weight and correct the deviation of the direction of the blade.
Quality control process
The quality control process in this company includes input material control, in-process control and final control, calibration and follow-up of non-conforming items. The quality control laboratory is equipped with the following facilities and equipment:
User
LAB. EQUIPMENT
– Measuring the residual enthalpy in the raw Prepreg material to measure the degree of rawness and degree of polymerization
– Measuring the residual enthalpy of the baked material (glue, gelcoat or prepreg material) to control its baking
– Measuring the glass transition temperature to ensure the quality of the raw materials and the completeness of the curing cycle of the polymer material.
Measurement of viscosity and rheological properties of resin materials
Viscometer
Measuring the hardness of polymers to control the baking conditions and ensure the quality of the raw materials
Hardness Tester SHORE D
Measuring the hardness of composite materials to control the baking conditions and ensure the quality of the raw materials
Hardness Tester BARCOL
Baking and thermal operations on material samples
PLC Oven
Measurement of weight percentage of resin and fiber in composite materials
Muffle Oven
Weighing samples of selected materials for DSC device
Weighing System
The process of storage, loading and sending the product to the site
After the completion of the final operations and documentation, the blades are transferred to the blade parking lot for storage, and finally, loading operations are carried out and the cargo is transported to the site by using a sliding trolley and the use of blade carrying stands.